


S-SEN Metal, қапталған қапталған бөлшектердің кәсіби жеткізушісі, бүкіл әлем бойынша әртүрлі салаларға жоғары сапалы, үнемді жабу шешімдерін ұсыну үшін бетті өңдеудің озық технологиясын, қатаң сапаны бақылау жүйесін және теңшелген қызмет көрсету мүмкіндіктерін пайдаланады. Біз бұл саланы көптеген жылдар бойы кәсіпқой өндірістік мүмкіндіктерімізбен қамтамасыз етеміз, электропландау, ыстық мырыштау және анодтау сияқты көптеген негізгі процестерді біріктірдік.
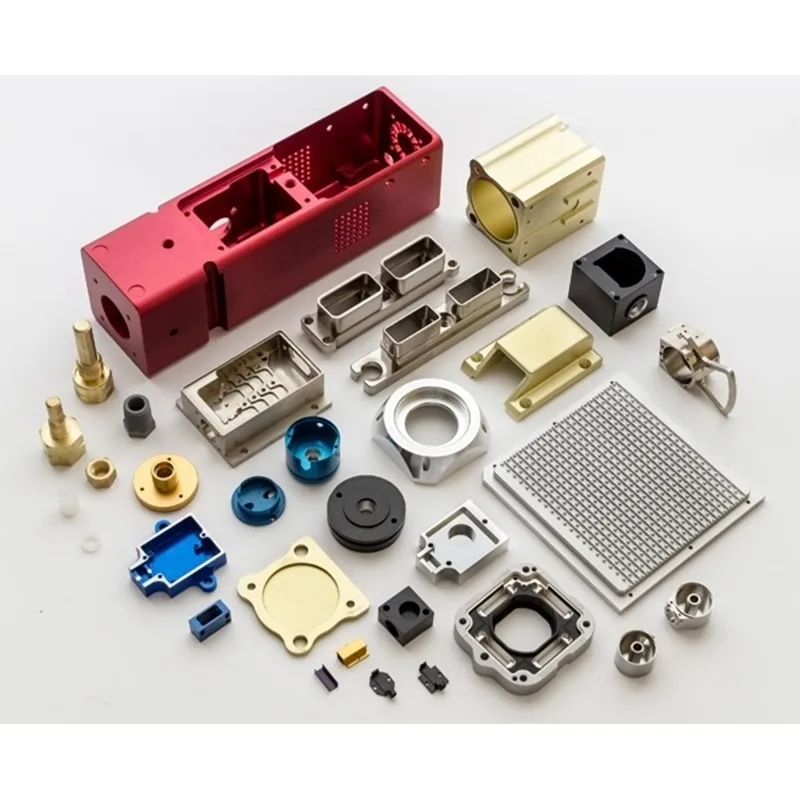
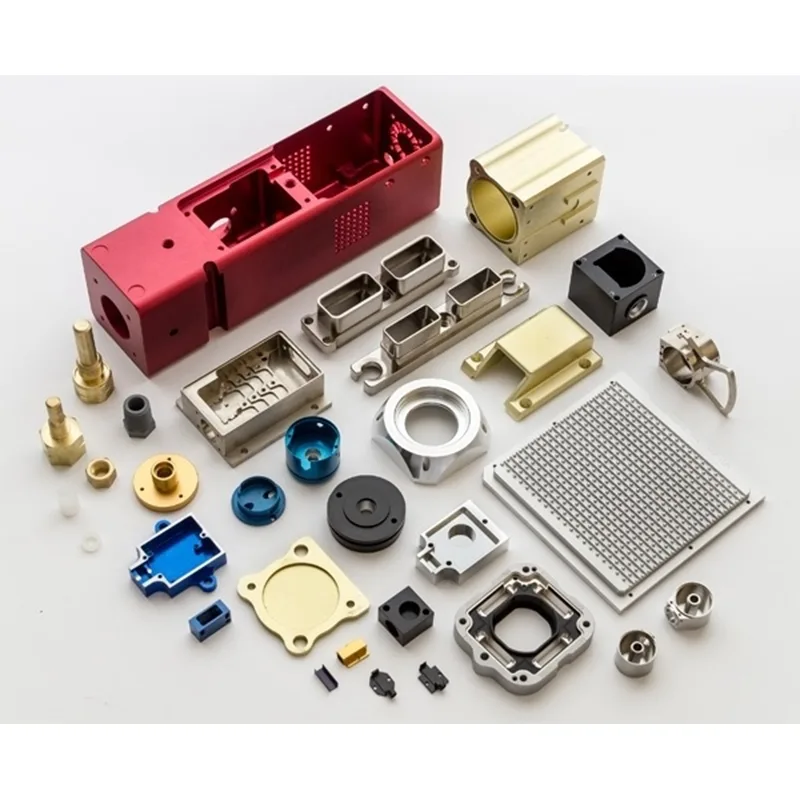
S-SEN Metal жабындымен қапталған бөлшектерді ҒЗТКЖ, өндіру және сатуға маманданған. Технологиялық инновациялар негізінде және оның негізі ретінде тұрақты сапамен біз жаһандық тұтынушыларға жалатылған және қапталған бөлшектерге арналған бір терезе шешімдерін ұсынамыз. Біздің қапталған жабынды бөлшектеріміз тот баспайтын болаттан, алюминий қорытпасынан және болаттан тұратын әртүрлі субстраттарды қамтиды. Біз бетті өңдеу процестерін тұтынушылардың арнайы қолданбаларына сәйкес реттей аламыз және біздің өнімдеріміз аппараттық бұйымдарда, автомобиль бөлшектерінде, электронды жабдықтарда, сыртқы құрылыстарда, құрылыс құрылымдарында және басқа да көптеген салаларда кеңінен қолданылады.
Тікелей өндіруші ретінде біз делдалдарды жоямыз, шикізатты сатып алудан және өндіруден бастап дайын өнімді жеткізуге дейін түпкілікті бақылауға қол жеткіземіз. Бұл біздің қапталған қапталған бөлшектеріміздің сапасының тұрақтылығын қамтамасыз етеді және тұтынушыларға бәсекеге қабілетті бағаны ұсынады.
1. Электрлік қаптау
Дәл электролиттік процесс арқылы біз металл астарлардың бетіне біркелкі никель, хром немесе мыс жабын қабатын саламыз, бұл коррозияға төзімділігін, тозуға төзімділігін және қапталған жабынмен қапталған бөлшектердің бетінің жылтырлығын тиімді түрде жақсартамыз. Бұл процесс тот баспайтын болат және алюминий қорытпалары сияқты әртүрлі субстраттар үшін қолайлы. Процесті оңтайландырудан кейін жабынның қалыңдығы біркелкі және тұрақты, күшті адгезиясы бар, жоғары дәлдіктегі қолданбалардың қажеттіліктерін қанағаттандырады. Ол дәл электронды компоненттерде, аппараттық керек-жарақтарда және басқа да өнімдерде кеңінен қолданылады.
2. Ыстық мырыштау
Біздің ыстық мырыштау процессіміз металл бөлшектерді 445℃-450℃ температурада балқытылған мырышқа батырады, тығыз мырыш-темір қорытпасының қабатын және субстратта таза мырыштың беткі қабатын құрайды. Бұл металлургиялық байланыстыру әдісі жабын мен субстрат арасындағы берік адгезияны қамтамасыз етеді, сыртқы жабдық пен құрылымдық болат үшін ұзақ мерзімді тиімді коррозиядан қорғауды қамтамасыз етеді, ұзақ уақыт бойы ылғалды, сыртқы ортаға әсер ететін жалатылған қапталған бөлшектерге жарамды.
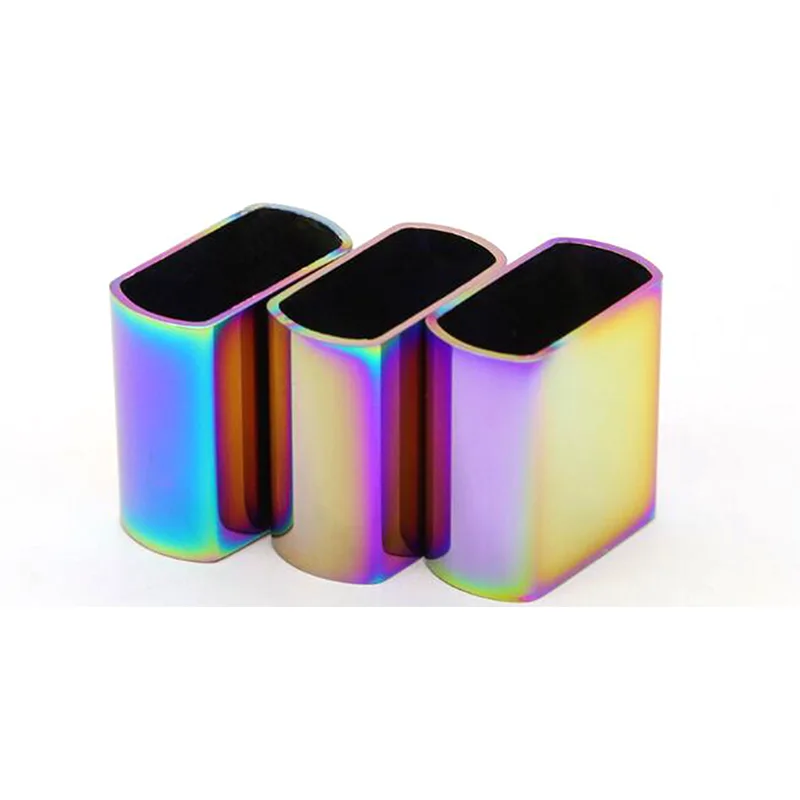
3. Анодтау және электролиттік бояу
Бұл процесс, ең алдымен, алюминий және алюминий қорытпаларынан жасалған жалатылған қапталған бөлшектерге қолданылады. Электрохимиялық реакция арқылы субстрат бетінде қатты оксидті пленка пайда болады, бұл өнімнің коррозияға төзімділігін, тозуға төзімділігін және оқшаулау қасиеттерін айтарлықтай жақсартады. Кейінгі электролиттік бояу процесі автомобильдің әрлеу бөліктеріне, электронды әрлеу бөліктеріне және эстетика мен өнімділікті қажет ететін басқа да өнімдерге жарамды түрлі түстермен тұрақты, өшпейтін көрініске қол жеткізеді. Қажеттіліктерге байланысты оны сәйкесінше сәндік және талап етілетін тозуға төзімді қолданбаларға жарамды II типке (қарапайым анодтау) және III типке (қатты анодтау) бөлуге болады.
1. Қара түсті емдеу
Басқарылатын химиялық реакция арқылы болат бетінде қара оксидті пленка пайда болады, ол қапталған жабынды бөлшектерді тоттан қорғауды қамтамасыз етеді, сонымен қатар қарапайым және күрделі күңгірт жабынды ұсынады. Механикалық бөлшектер мен аппараттық құралдар сияқты қарапайым көріністі қажет ететін қолданбалар үшін қолайлы.
2. Бүрку
Бұған спрей бояуы да, ұнтақ бояуы да кіреді. Бүріккіш бояу әртүрлі сәндік қажеттіліктерді қанағаттандыру үшін түстер мен жылтыр деңгейлердің кең ауқымын ұсынады; ұнтақ жабыны қатты адгезия мен пиллингке төзімділікті қамтамасыз ете отырып, қапталған жабынмен қапталған бөлшектердің тозуға төзімділігін айтарлықтай жақсартады, бұл сыртқы жабдық корпустары мен құрылғы компоненттері сияқты жоғары қорғаныс талаптары бар өнімдерге жарамды етеді. Біркелкі жабынды ағындар, көпіршіктер және басқа ақауларсыз қамтамасыз ету үшін кәсіби бүрку жабдығын қолданамыз.
3. Жылтырату және щеткамен тазалау
Жылтырату тот баспайтын болаттан және мыс жалатылған жабынмен қапталған бөлшектерде жылтыр, тегіс қабат жасайды, бет ақауларын азайтады және тазалауды жеңілдетеді. Қылқалам субстрат бетінде жұқа, жіп тәрізді текстураларды жасайды, ұсақ сызаттарды тиімді жасырады және бірегей құрылымды көріністі ұсынады. Бұл жиһаз жабдықтары мен электронды корпустар сияқты алюминий қорытпасынан және тот баспайтын болаттан жасалған сәндік жалатылған қапталған бөлшектерге жарамды.
4. Құмды тазарту және электрофорез
Құмды төсеу субстрат бетіндегі қоспалар мен оксидті қабаттарды жояды, беттің кедір-бұдырлығын жақсартады және жабынның кейінгі адгезиясы үшін жақсы негіз береді, қапталған жабынмен қапталған бөліктердегі жабынның оңай қабыршақтанып кетпеуін қамтамасыз етеді. Электрофорез, керісінше, тот баспайтын болаттан және алюминий қорытпасынан жасалған негіздерде біркелкі, коррозияға төзімді жабын құрайды. Қаптама тығыз және тамаша қорғанысты қамтамасыз етеді, бұл оны коррозияға төзімділігі жоғары талаптары бар дәл бөлшектерге жарамды етеді.

| Параметр элементі | Техникалық сипаттама | Қолданылатын процесс | Субстрат материалы |
|---|---|---|---|
| Қаптау қалыңдығы | 0,1мкм - 50мкм (реттеуге болады) | Электрлік қаптау, анодтау | Тот баспайтын болат, алюминий қорытпасы |
| Ыстық мырыштау температурасы | 445℃ - 450℃ | Ыстық мырыштау | Болат |
| Анодтау пленкасының қалыңдығы | II түрі: 10-15мкм; III түрі: 35-50мкм | Анодтау және электролиттік бояу | Алюминий қорытпасы |
| Бүріккіш жабынның қалыңдығы | 50мкм - 150мкм (реттелетін) | Бүрку (бояу, ұнтақ бояу) | Болат, алюминий қорытпасы, тот баспайтын болат |
| Коррозияға төзімділік | Бейтарап тұзды спрей сынағы: ≥48сағ (≥720сағ теңшеуге болады) | Барлық процестер | Барлық қолданылатын субстраттар |
| Беттің кедір-бұдырлығы (Ra) | 0,1мкм - 1,6мкм (реттелетін) | Жылтырату, щеткамен тазалау, құмдау | Тот баспайтын болат, алюминий қорытпасы, мыс |